|
|
|
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
| 您好,歡迎來到太友科技官方網站 |
設為首頁 |
收藏本站 |
SPC應用與交流平臺 |
網站導航 |
||||
|
|
|
||||
|
|||||
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
|
|||||
|
|
首頁 |
|
下載中心 |
|
應用中心 |
|
知識庫 |
|
|
SPC控制圖是統計過程控制的重要工具,一個小小的控制圖是整個生產過程的質量縮影,它向質量管理人員傳遞著生產過程的重要質量信息,包括過程是否穩定,生產能力是否滿足要求,過程是否需要調整。SPC控制圖是用于分析和判斷工序是否處于穩定狀態所使用的帶有控制界限的圖。SPC控制圖是對過程質量加以測定、記錄從而進行控制管理的一種用科學方法設計的圖,是質量控制的行之有效的手段,是SPC統計過程控制的核心工具。
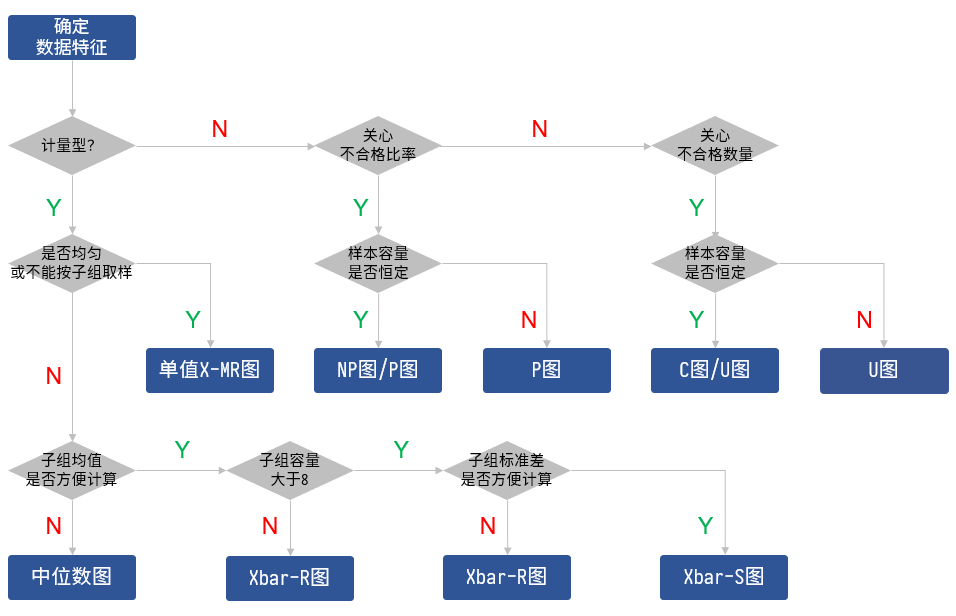
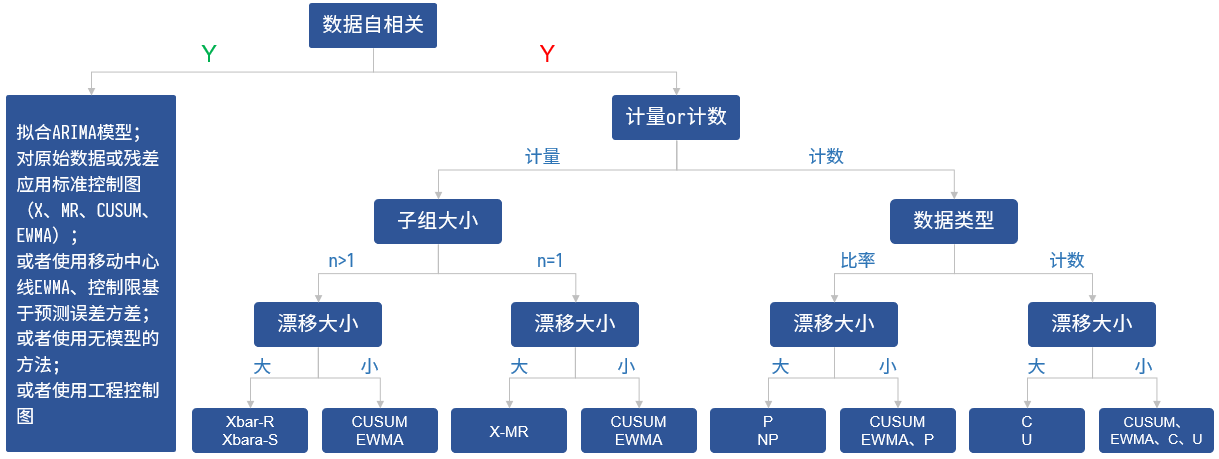
1、Xbar-R均值極差控制圖 ■ 用于控制對象為長度、重量、強度、純度、時間、收率和生產量等計量值的場合。Xbar控制圖主要用于觀察正態分布的均值的變化,R控制圖主要用于觀察正態分布分散或變異情況的變化,而Xbar-R控制圖則將二者聯合運用,用于觀察正態分布的變化。 2、Xbar-s均值標準差控制圖 ■ 與Xbar-R圖相似,只是用標準差(s)圖代替極差(R)圖而已。 3、Xbar-s或Xbar-R控制圖 ■ 多用于對每一個產品都進行檢驗,并且每一次有多次檢驗的情況,采用自動化檢查和測量的場合。 4、I-MR(單值移動極差控制圖) ■ 適用于無法取得子組檢測的單值的測量場合。 5、P控制圖 ■ 用于控制對象為不合格品率或合格品率等計數質量指標的場合,使用P控制圖時應選擇重要的檢查項目作為判斷不合格品的依據;它用于控制不合格品率、交貨延遲率、缺勤率、差錯率等。 6、NP控制圖 ■ 用于控制對象為不合格品數的場合。設n為樣本,p為不合格品率,則np為不合格品數。 7、c控制圖 ■ 用于控制一部機器,一個部件,一定長度,一定面積或任何一定的單位中所出現的不合格數目。焊接不良數/誤記數/錯誤數/疵點/故障次數。 8、u控制圖 ■ 當上述一定的單位,也即n保持不變時可以應用c控制圖,而當n有變化時則應換算為平均每項單位的不合格數后再使用u控制圖。 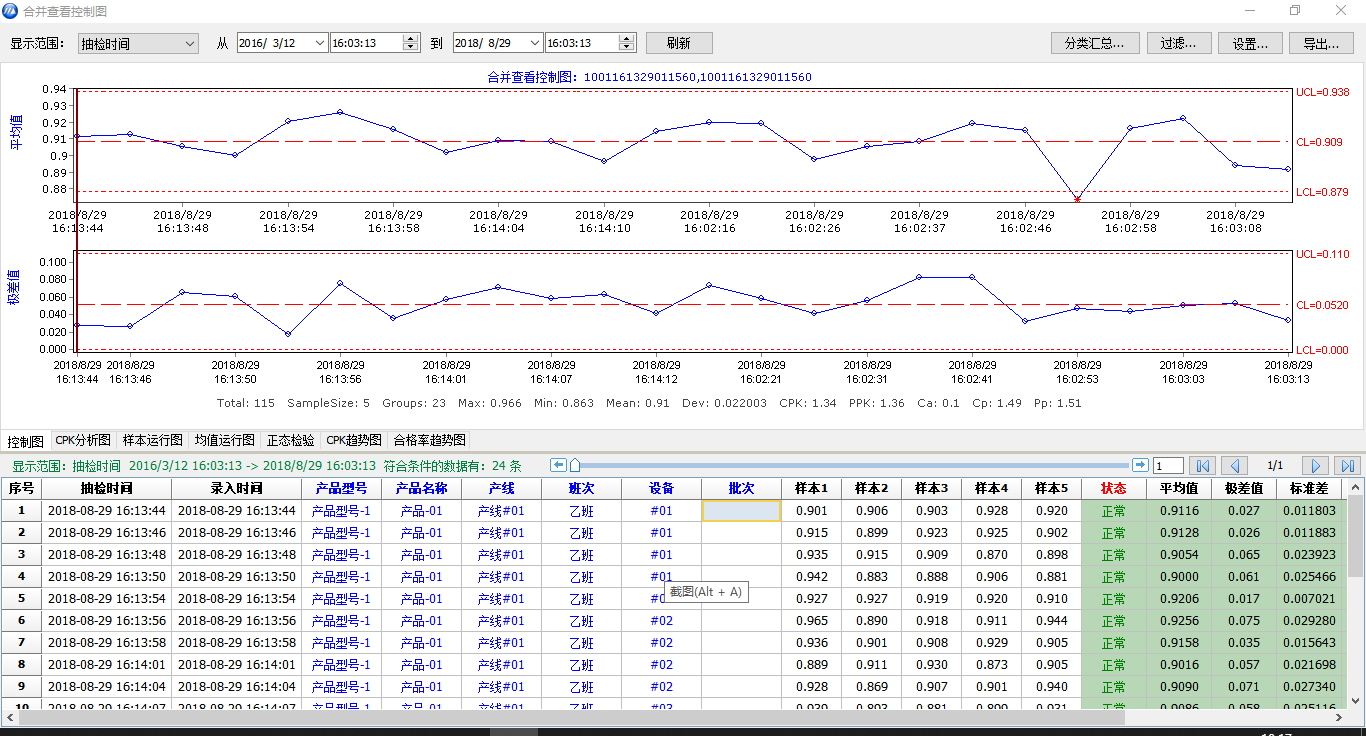
以上是摘自太友QSmart SPC實時控制圖的界面 |
|
|
|
廣州市太友計算機科技有限公司 版權所有 電子郵件:
|
