|
“Ľ°Ę ĺWĹjĹYėčąD£®įłņż ĺ“‚ąD£©
SPC ‹õľĢ
‘໿āÄŹSÖ^™öŃĘ‘O÷√ĒĶďĢéž∑ĢĄ’∆ų£¨Ļ©√ŅāÄŹSÖ^™öŃĘŖM–– SPC ĶńŅō÷∆£¨»Á‘ŕÕ¨“Ľ VPN ĺWĹjŌ¬£¨łųŹSÖ^ĒĶďĢ“≤Ņ…ĹõŖ^‘O÷√ƶ≤ĽÕ¨ŹSÖ^ĒĶďĢéžŖM––™öŃĘĶń‘LÜĖ£¨Ņā∑ĢĄ’∆ųŅ…łýďĢ–Ť“™ľįĒĶďĢŃŅĶńīů–°ŖM––‘uĻņ «∑Ů–Ť“™‘O÷√°£
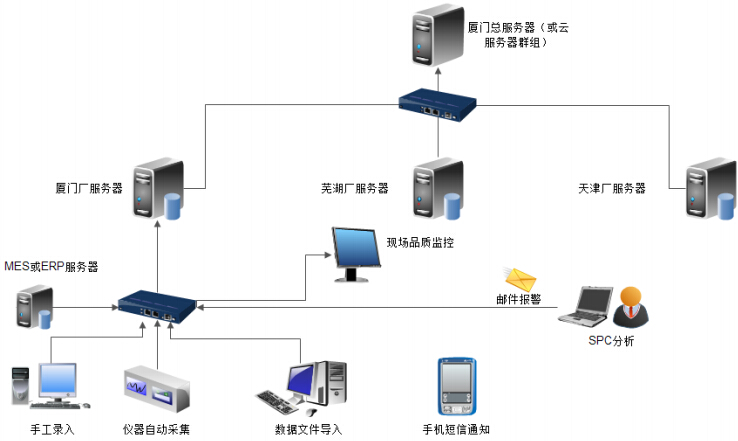
‹õľĢĶńĎ™”√ƶŌů÷ų“™∑÷ěť“‘Ō¬é◊āÄĆ”īő£ļ
•¨FąŲ≤Ŕ◊ųĆ”£ļ÷ų“™ «Ćć¨F SPC ĶńĒĶďĢ≤…ľĮ£¨ĒĶďĢ≤…ľĮĶń∑Ĺ ĹįŁņ®◊‘Ą”ľį ÷Ļ§É…īůÓź£Ľ
•¨FąŲĎ™”√Ć”£ļ÷ų“™ «…śľį∆∑Ŕ|ľįĻ§ňáĶńŌŗÍP»ňÜT£¨Ć¶ģa∆∑ĶńŅō÷∆Ōř£¨“éłŮ÷łėňĶ»ŖM––‘O÷√£¨Ć¶ SPC ‹õľĢ∑īūĀĶńÜĖÓ}ŖM––łķŘôľį∑÷őŲ£¨≤Ę≤…»°ŌŗÍPĶńłń…∆īŽ ©£¨Õ¨ēr¨FąŲ»ňÜTŅ…“‘Õ®Ŗ^∆∑Ŕ|ŅīįŚ’∆ő’¨FąŲ∆∑Ŕ|ĶńĺŖůw†Óõr£Ľ
•Ļ‹ņŪĆ”£ļƶ∆∑Ŕ|†ÓõrŖM––ÖRŅā≤ť‘É£¨’∆ő’ģa∆∑∆∑Ŕ|Ķń’Żůw†Óõr£Ľ
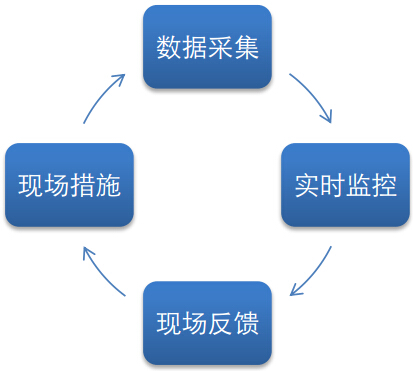
∂Ģ°Ę Ĺ‚õQ∑Ĺįł’ŻůwłŇ Ų
Őę”— QSmart SPC Ŗ\––ôC÷∆£ļSPC Ŗ^≥ŐŅō÷∆ «»ę«Ú÷∆‘žėI∆’Īť≤…”√“Ľ∑N∆∑Ŕ|Ņō÷∆∑Ĺ∑®£¨ŽS¨Fīķ÷∆‘žėIôzúyŅō÷∆ÖĘĒĶ∑NÓź‘ĹĀŪ‘Ĺ∂ŗ£¨ĒĶďĢŃŅ‘ĹĀŪ‘Ĺīů£¨“‘ľįłų––ėIĶńŐōŁc≤ĽÕ¨£¨≥żāųĹyĶńŅō÷∆∑Ĺ∑®÷ģÕ‚£¨Őę”—Ņ∆ľľÕ¨ēr≤…”√¨FąŲĆćērĪOŅō∑īūĀĶńĹ‚õQ∑Ĺįł“‘ŖmĎ™ģĒ«į÷∆‘žėIĶń∆∑Ŕ|Ņō÷∆Ķń–Ť“™°£
•Ņō÷∆ąDŅō÷∆∑Ĺ∑®£ļÕ®Ŗ^ĪOŅōŅō÷∆ąDĶń ßŅō†Óõr£¨∆∑Ŕ|»ňÜTÕ®Ŗ^∑÷őŲ£¨Ć§’“ ßŅōĶń‘≠“Ú£¨◊ÓĹK÷∆∂®≥Ųłń…∆īŽ ©£¨īň∑Ĺ∑®ĶńŐōŁc «łýďĢ «∑Ů≥¨Ŗ^Ņō÷∆ŌřÓAĺĮ∆∑Ŕ|†Óõr£Ľ
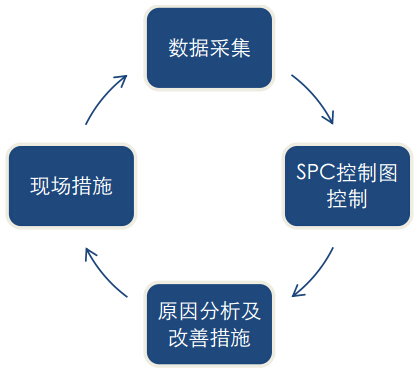
•ĆćērŅō÷∆∑Ĺ∑®£ļ Õ®Ŗ^ĆćērĹy”čľįĪOŅō÷∆‘žŖ^≥Ő÷–≥¨Ŗ^Ļ§ňá“éłŮĶ»«ťõrĶńīőĒĶ£¨≤ĘĆĘ–ŇŌĘÕ®Ŗ^¨FąŲ”≤ľĢĹK∂ň£¨Ććēr∑īūĀĶĹ÷∆‘ž¨FąŲ£¨∑ĹĪ„¨FąŲ»ňÜTŃĘľī≤…»°ŌŗÍPŐéņŪīŽ ©£Ľ
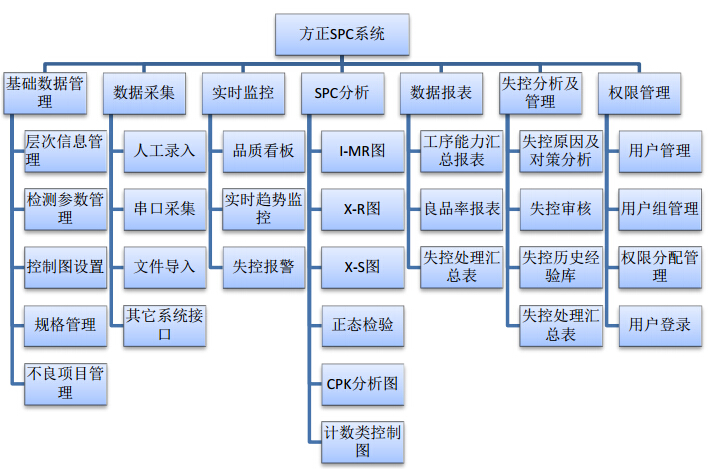
‹õľĢŖ\––ńŅėň£ļ
•Ćć¨F∑ĹĪ„ŅžĹ›Ķń
ĒĶďĢ≤…ľĮ
°££®ĺŖāšĹ”ŅŕólľĢĶńÉx∆ų£¨Ćć¨F◊‘Ą”ĒĶďĢ≤…ľĮ£Ľ ƶ EXCEL Ķ»őńľĢłŮ ĹĶńĒĶďĢ£¨Ćć¨FĻŐ∂®ērťgťgłŰĶń◊‘Ą”ĒĶďĢ≤…ľĮ£ĽĆ¶üo∑®ŖM––◊‘Ą”ĒĶďĢ≤…ľĮĶń≤…”√∑ĹĪ„ŅžĹ›Ķń“∆Ą”šõ»Ž∑Ĺ Ĺ£¨»Á∆ĹįŚĽÚ « ÷ôCšõ»Ž£Ľ
•∆∑Ŕ|Ļ‹ņŪľįŌŗÍPĻ§ňáľľ–g»ňÜTÕ®Ŗ^ƶöv ∑ĒĶďĢŖM––∑÷őŲ£¨įl¨FĚď‘ŕĶń∆∑Ŕ|ĽÚĻ§ňáÜĖÓ}£¨Źń∂ÝŖM––∆∑Ŕ|ľįĻ§ňáĶń≥÷ņmłń…∆£Ľ
•Ļ‹ņŪ»ňÜTÕ®Ŗ^ĺCļŌÖRŅāąůĪŪ£¨’∆Ņōģa∆∑∆∑Ŕ|Ķń’Żůw†Óõr£¨ěť∆∑Ŕ|Ļ‹ņŪõQ≤ŖŐŠĻ©ĒĶďĢ“ņďĢ£Ľ
’ŻůwĹ‚õQ∑ĹįłĶńļň–ńĻ¶ń‹ĹYėčąD»ÁŌ¬ňý ĺ£ļ
»ż°Ę ĒĶďĢ≤…ľĮĹ‚õQ∑Ĺįł
1°Ę÷ų“™ŠėƶúyļŮľįņŌĽĮúyŃŅ‘OāšŖM––◊‘Ą”ĒĶďĢ≤…ľĮ£¨ łýďĢ‘OāšólľĢ≤…”√≤ĽÕ¨Ķń∑Ĺ ĹŖM––◊‘Ą”ĒĶďĢ≤…ľĮ£¨÷ų“™Ķń∑Ĺ Ĺěť£ļ
•»ÁĻŻ”– RS232 ĽÚ RS485 īģŅŕ£ļŹńīģŅŕ÷–≤…ľĮ‘OāšĒĶďĢ£¨Ć√ēr–Ť“™‘OāšĶńĒĶďĢāų›ĒÖf◊h£Ľ
•»ÁĻŻúyŃŅĒĶďĢ «“‘ ASC īa∑Ĺ ĹĪ£īś‘ŕőńľĢ÷–£¨ĽÚ «Ī£īś‘ŕ CSV£¨XLS łŮ ĹĶńĒĶďĢőńľĢ£®»ÁÕŅĆ”úyŃŅÉx∆ų£© £¨Ąt≤…”√◊‘Ą”◊x»°őńľĢĶń∑Ĺ ĹŖM––◊‘Ą”ĒĶďĢ≤…ľĮ£Ľ≤…ľĮ∂ňƶ∑Ň÷√ĒĶďĢőńľĢĶńńŅšõŖM––ĪOŅō£¨ģĒ≥Ų¨F–¬ĒĶďĢēr£¨≤…ľĮ∂ň‹õľĢ◊‘Ą”ā…úy≤ĘĆĘĒĶďĢĹ‚őŲ…ŌāųĶĹĒĶďĢéž÷–£Ľ
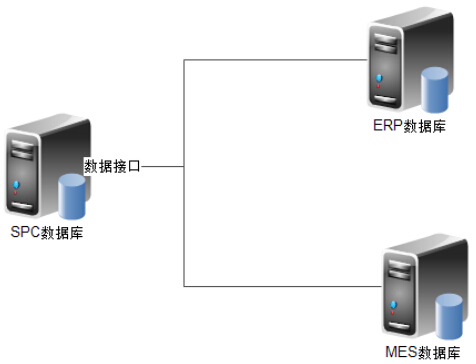
2°Ę¨F”–ŌĶĹyĒĶďĢĆß»Ž∑Ĺįł£®MES ĽÚ ERP ŌĶĹy£©£Ľ
•SPC ‹õľĢŇc MES ĽÚ ERP ĒĶďĢĹĽďQŅ…≤…”√∂ŗ∑N∑Ĺ ĹŖM––ĒĶďĢĹĽďQ£¨»Á XML ∑Ĺ Ĺ£¨őńĪĺĹĽďQĶ»£Ľ
3°ĘEXCEL ąůĪŪőńľĢĆß»Ž∑Ĺ Ĺ
•Õ®Ŗ^Őę”— EXCEL őńľĢ◊x»°∂ň‹õľĢ£¨Źń”√ĎŰĪ£īśĶńńŅšõőńľĢľĢ÷–Ķń EXCEL ąůĪŪ÷–∂®ēr◊x»°łŁ–¬ĶńôzúyĒĶďĢ£¨≤Ę◊‘Ą”āų›ĒĶĹ SPC ŌĶĹy÷–ŖM––∑÷őŲľįŅō÷∆°£
4°Ę“∆Ą”šõ»Ž∑Ĺ Ĺ
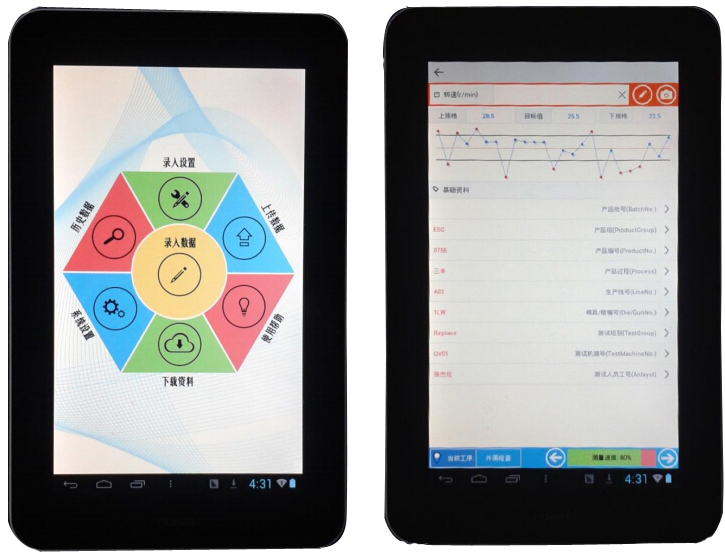
•Ć¶”ŕüo∑®≤…”√◊‘Ą”≤…ľĮĶńĒĶďĢ£¨Őę”—Ņ∆ľľ“∆Ą”∆ĹįŚĹ‚õQ∑ĹįłĆć¨F SPC Ņō÷∆ĶńüoľąĽĮ£¨ŐŠłŖĒĶďĢĶńĆćēr–‘ľį–߬ £¨ŌĶĹy≤…”√į≤◊Ņ∆ĹįŚ£¨”√ĎŰĶńŖxďŮ√śłŁĆí£¨Õ¨ērŅ…◊Óīů≥Ő∂»ĶōĹĶĶÕ”≤ľĢ≥…ĪĺÕ∂»Ž£Ľ”√ĎŰŅ…Õ®Ŗ^ WIFI Ććērāų›ĒĒĶďĢ£¨“≤Ņ…ŽxĺÄôzúy≤ĘĶĹřkĻę “÷–āų›ĒĒĶďĢĶĹ SPC ĒĶďĢéž÷–£Ľ
5°ĘPC ÷Ļ§šõ»Ž∑Ĺ Ĺ£Ľ
•≤…”√∂ŗ∑N∑Ĺ ĹŖM–– ÷Ļ§šõ»Ž£¨»ÁÜőŪóńŅšõ»Ž£¨∂ŗŪóńŅšõ»Ž∑Ĺ Ĺ£¨šõ»ŽĹÁ√śĪMŃŅ≤…”√ÜTĻ§“◊”ŕ≤Ŕ◊ųľįņŪĹ‚Ķń∑Ĺ Ĺ£¨Õ¨ērƶ”ŕšõ»ŽŖ^≥Ő÷–īś‘ŕ≥¨Ŗ^“éłŮ÷łėňĶńĒĶďĢ“‘ÓĀ…ęłŖŃŃ∑Ĺ ĹÔ@ ĺ£¨Ī‹√‚Śe’`šõ»ŽĒĶďĢ°£
ňń°Ę SPC ∑÷őŲĹ‚õQ∑Ĺįł’f√ų
1°ĘŌĶĹy÷ųĹÁ√ś£ļ

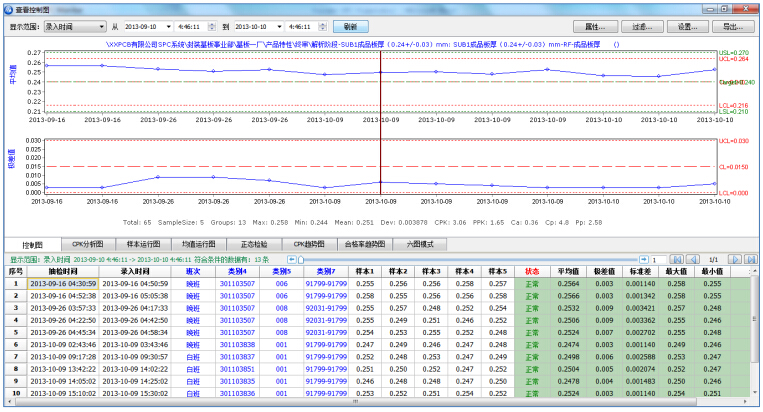
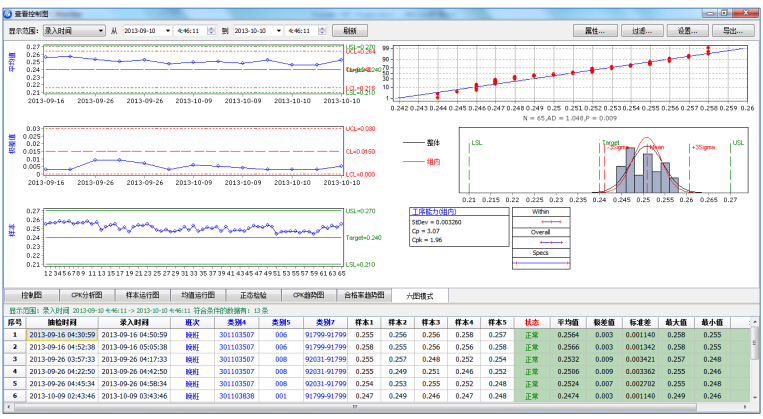
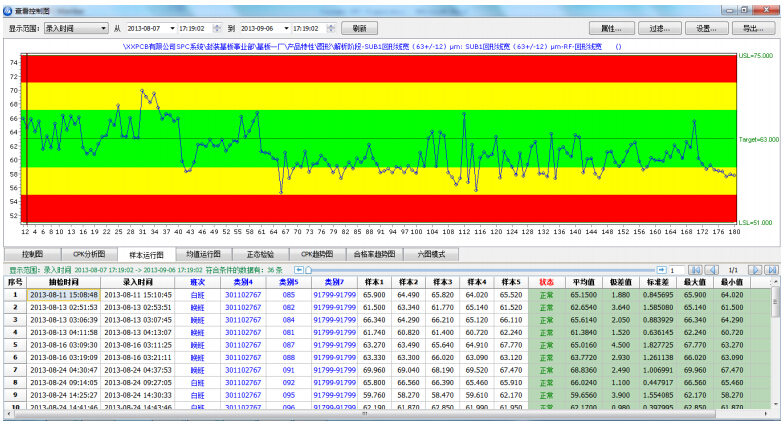
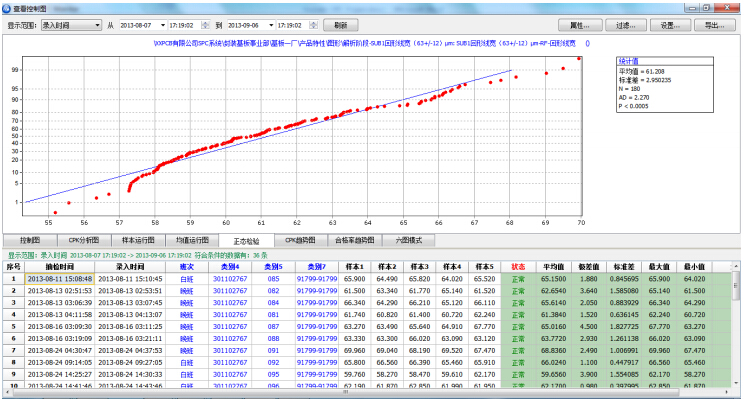
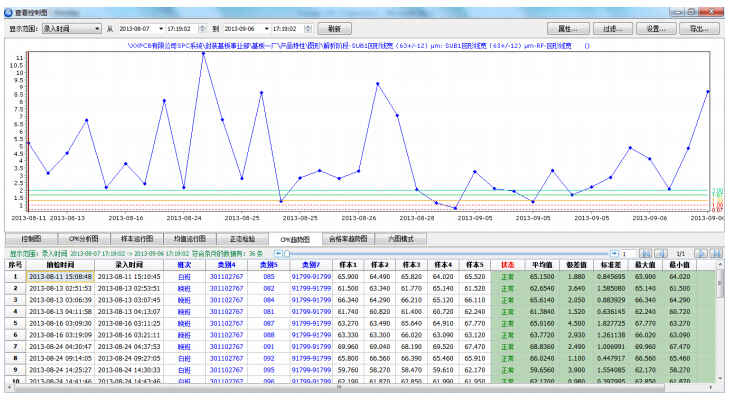
2°ĘĒĶďĢ∑÷őŲĹÁ√ś£®Ņō÷∆ąD£©
3°ĘĒĶďĢ∑÷őŲĹÁ√ś£®Ļ§–Úń‹Ń¶∑÷őŲ£©
4°ĘĒĶďĢ∑÷őŲĹÁ√ś£®ŃýąD∑÷őŲń£ Ĺ£©
5°ĘĒĶďĢ∑÷őŲĹÁ√ś£®≤ ļÁąD£©
6°ĘĒĶďĢ∑÷őŲĹÁ√ś£®’żĎBôzÚě£©
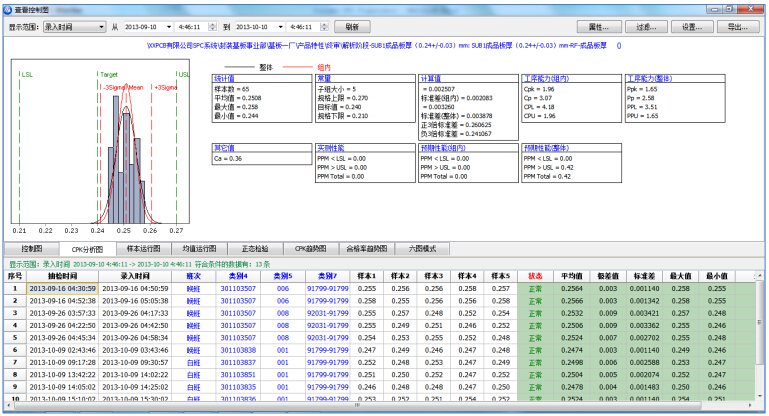
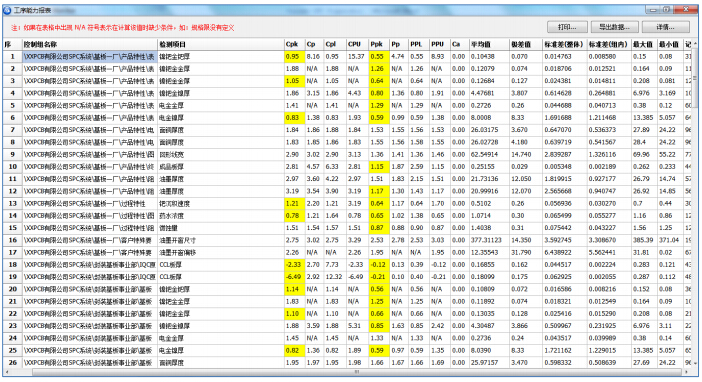
7°ĘĒĶďĢ∑÷őŲĹÁ√ś£®CPK ŕÖĄ›ąD£©
8°Ę ßŅōÖRŅāąůłś
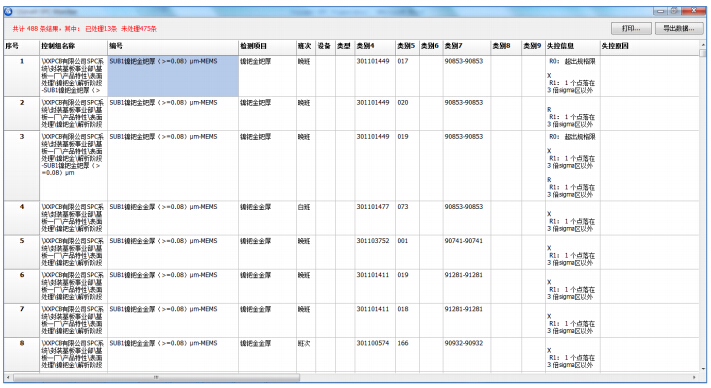
9°ĘĻ§–Úń‹Ń¶ÖRŅāĪŪ
10°ĘŌĶĹy∑÷ĹMŅō÷∆ľįôŗŌřŅō÷∆£®≤ĽÕ¨”√ĎŰŅ…‘O÷√≤ťŅīľį≤Ŕ◊ų≤ĽÕ¨ĶńŅō÷∆ĹM£©£Ľ

|
