|
摘要:
MSA測量系統分析
是使用數理統計和圖表的方法對測量系統的分辨率和誤差進行分析,以評估測量系統的分辨率和誤差對于被測量的參數來說是否合適,并確定測量系統誤差的主要成分, 而測量系統誤差的重復性和再現性由GR&R 研究確定。
測量系統誤差
由精確度、穩定度、重復性、再現性合并而成,其中重復性跟再現性簡稱為GR&R,其目的是借助量具量測數據,驗證量具是否可靠,是否好用,還可以計算出量具的量測誤差;
1.重復性(Repeatability ):當同一零件的同一種特征由同一個人進行多次測量時變異的總和。
說明:其實驗數據必須符合以下條件:同一人員、同一產品、同一環境、同一位置、同一儀器、短期時間內.
2.再現性(Reproducibility ):當同一零件的同一種特征由不同的人使用同一量具進行測量時,在測量平均值方面的變異的總和。
說明:其實驗數據必須符合以下條件: 不同人員同一產品、不同環境、不同位置、不同儀器、較長時間段.
什么時候才需要進行GR&R分析?
對于需進行GR&R分析的測量系統,一般在以下三種情況下要進行GR&R分析:
•
首次正式使用前
•
每年一次的保養時
•
故障修復后
GR&R分析方法
1.準備
•
檢查員人數:一般為3人。當以前分析時的GR&R值低于20%時,也可為2人。
•
試驗次數:與檢查員人數相同,即兩人時為每人兩次,三人時為每人3次。
•
零件數量:一般選10個可代表覆蓋整個工序變化范圍的樣品 。當以前分析時的GR&R值低于20%時,也可選5個。
2.實施
•
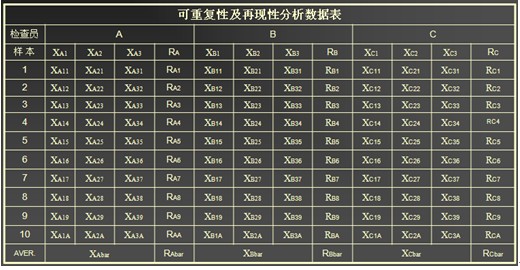
第一名檢查員以隨機方式對所給的零件進行第一次測量,將測量結果填入表格第二列。然后第二名檢查員同樣以隨機方式對這些零件進行第一次測量,將測量結果填入表格第六列。第三名檢查員做法相同,將測量結果填入表格第十列。
•
重復上述步驟,進行第二次、第三次測量,并將測量結果填入其余空白表格。
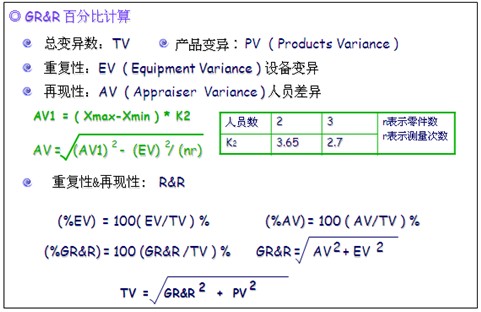
3.計算出設備變異EV、人員差異以及 GR&R等百分比,其計算公式如下圖所示:
4.判異標準
•
如果GR&R小于所測零件公差的10%,則此系統無問題。
•
如果GR&R大于所測零件公差的10%而小于20%,那么此系統是可以接受的。
•
如果GR&R大于所測零件公差的20%而小于30%,則接受的依據是數據測量系統的重要程度和改善所花費的商業成本。
•
如果GR&R大于所測零件公差的30%,那么此測量系統不能接受,并且需要進行改善。
5.處置方式
%EV,%AV分別表明了測量儀器(設備)變異、評價人差異在總變異中所占比例,可據此把握現有測量系統中所存主要問題,并采取相應的措施。
1)當EV > AV,即重復性:EV(設備變異) > 再現性:AV(人員變異)時:
•
量具
需要加以保養;
•
量具需要重新設計,以提升適切性;
•
量具的夾緊或零件定位的方式需要改進;
•
存在過大的零件變異;
2)當AV > EV, 即再現性:AV(人員變異) > 重復性:EV(設備變異)時:
•
量測人員需要更好的培訓如何使用量具及數據讀取方式
•
量具刻度盤上的刻度不清楚或校正不良;
•
需要某些夾具協助評價人員來提高使用量具的一致性
|